

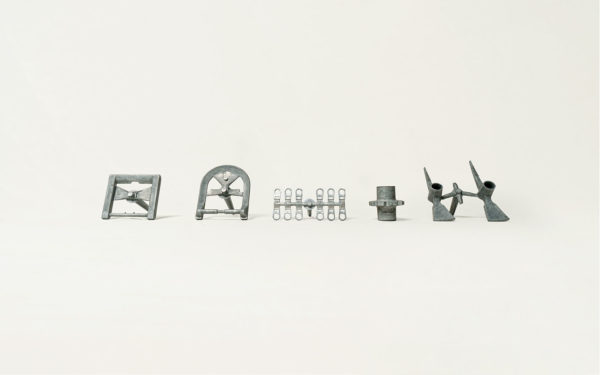
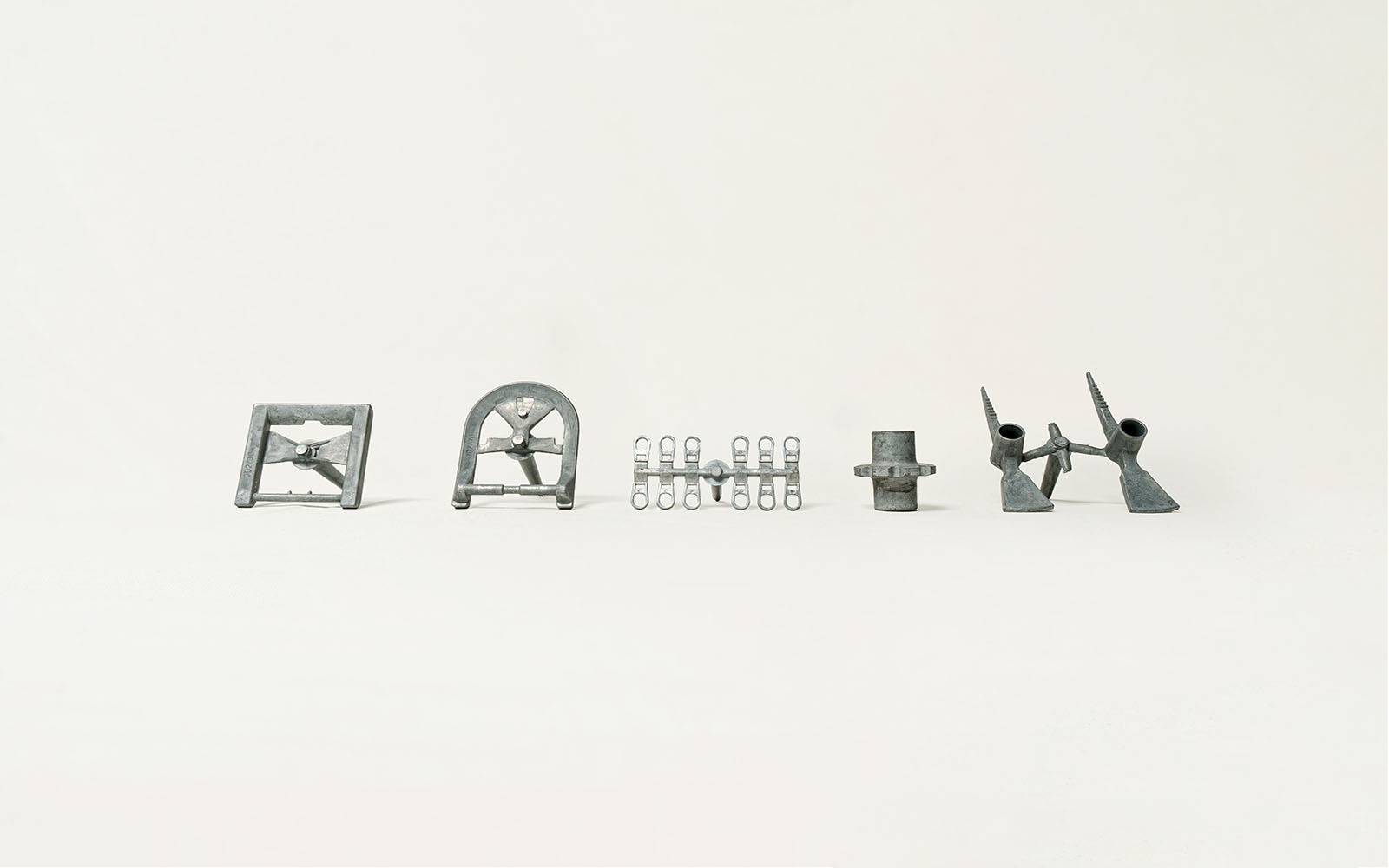
Pressure cast parts
Castings weighing up to approx. 250 grams are produced in the pressure-casting process.
According to individual customer requirements – from the construction of the mould to the finished product.
The production of various stamped and bent parts as well as technical springs is also no problem.
According to individual customer requirements – from the construction of the mould to the finished product.
The production of various stamped and bent parts as well as technical springs is also no problem.






| Ejector lift in mm | 50 |
| Locking force in kN | 240 |
| Locking stroke in mm | 180 |
| Shape height min. – max. in mm | 120 – 300 |
| Size of the clamping plates in mm | 380 x 380 |
| Column spacing in mm | 250 x 250 |
| Casting position in mm | 0 / -40 |
| Casting piston diameter in mm | 36, 40, 45 |
| Casting force max. in kN | 43 |
| Casting volume in cm³ | 47, 63, 87 |
| Specific casting pressure in daN/cm² | 420, 340, 270 |
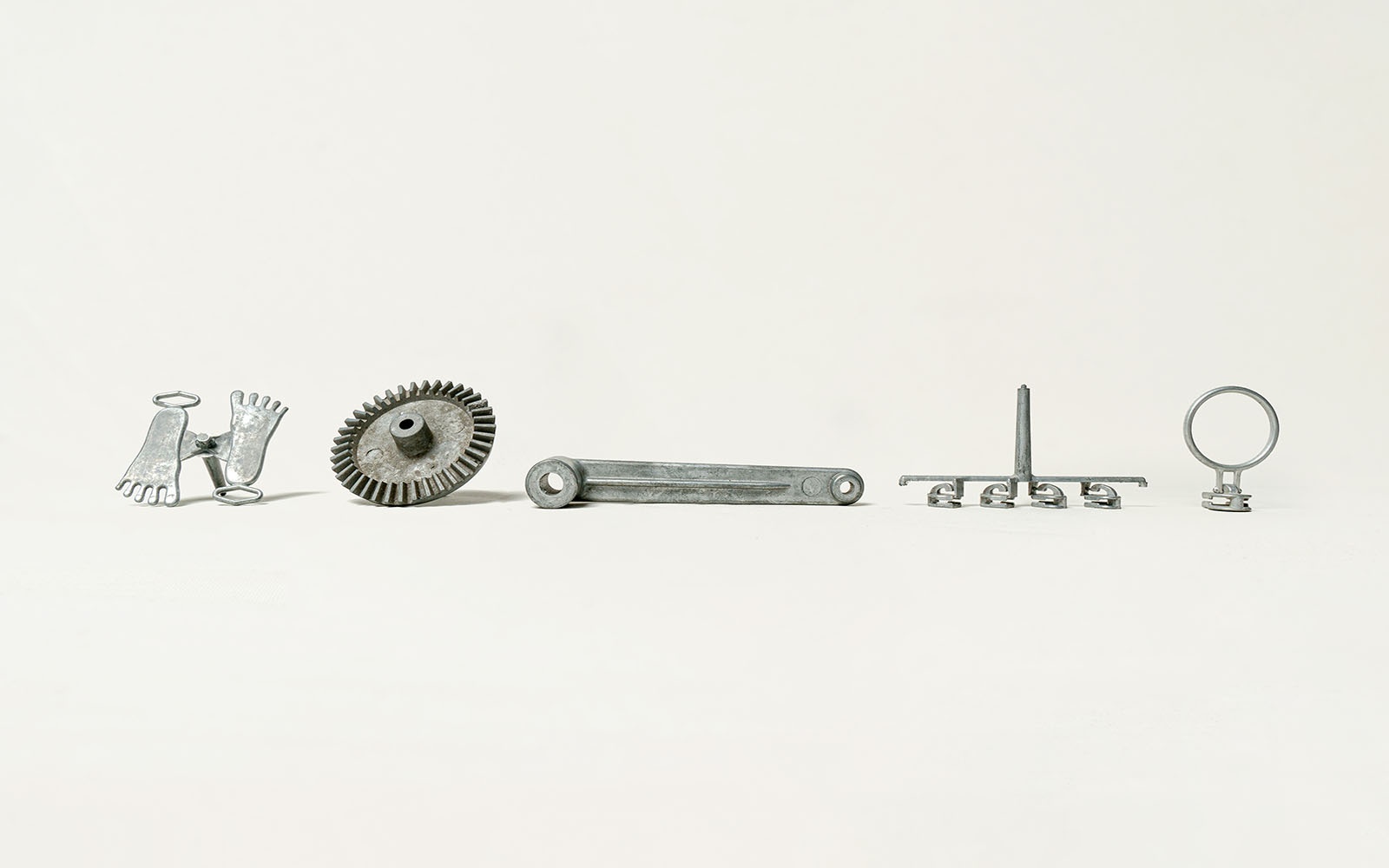
Gallery







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
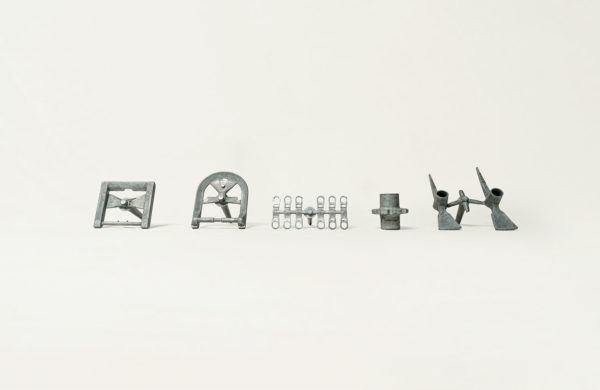
Castings weighing up to approx. 250 grams are produced in the pressure-casting process.
According to individual customer requirements – from the construction of the mould to the finished product.
The production of various stamped and bent parts as well as technical springs is also no problem.
According to individual customer requirements – from the construction of the mould to the finished product.
The production of various stamped and bent parts as well as technical springs is also no problem.
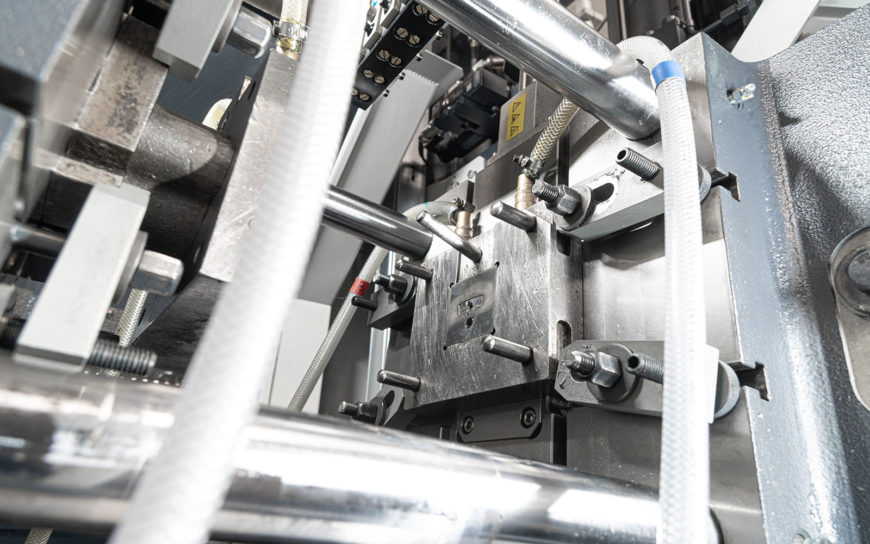
Technical data of the Frech W 20
| Ejector lift in mm | 50 |
| Locking force in kN | 240 |
| Locking stroke in mm | 180 |
| Shape height min. – max. in mm | 120 – 300 |
| Size of the clamping plates in mm | 380 x 380 |
| Column spacing in mm | 250 x 250 |
| Casting position in mm | 0 / -40 |
| Casting piston diameter in mm | 36, 40, 45 |
| Casting force max. in kN | 43 |
| Casting volume in cm³ | 47, 63, 87 |
| Specific casting pressure in daN/cm² | 420, 340, 270 |


Gallery





